欢迎洽谈联系电话:13153977887
第二代最畅销的节能伺服液压注塑机
从推出到现在,节能型天隆系列已经销售超过了100,000次,并且第二代机型更加贴合我们的客户和他们的需求。第二代机型经过100多次的实验后,在投入使用前,已经有超过了20个客户购买了我们的机器,并且已经使用了1-2年。

高硬度: 利用有限软件设计优化的平台
模板应力分布均匀,变形小,有效的提高制品的精度;采用压中心模板结构,有效的提高制品的精度。结论:更高的硬度和稳定性。
更长的寿命:
新的石墨钢套管
使得曲轴和拉杆的润滑效果得到极大提升,合模的平稳运行,使用寿命更长,并且需要较少的维护.
缩短干燥周期:
快速合模
由于优化的力学达到新切换设计
以200吨锁模单元为例
电压表:移动台板的移动速度
电压:油缸移动速度
更精确:整体式导杆支座、双缸平衡注射装置
使螺杆在注射前进过程中受力平衡均匀,直线推进
高效节能:
天隆系列的技术创新
高度优化的伺服节能技术,效率更高,单位能耗更低。
更高效:高度优化的机器结构
高度优化的合模单元,高速开合模更平稳,有效缩短循环周期
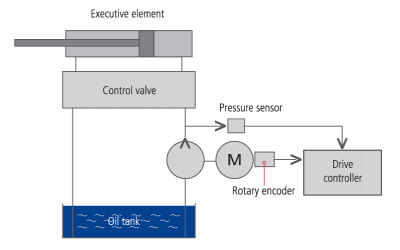
创新的驱动系统
目前市场上一般采用弹性联轴器作为电机与泵的连接方式,而我公司应用在注塑机上的交流永磁伺服电机采用空心轴花键直连结构,对泵站有大排量要求的工况由于受限于油泵转速以及单泵排量,一般采用双出轴结构方式。
海天伺服电机采用永磁同步伺服电机比异步伺服电机体积小,转子转动惯量小,动态响应快,可以减小由于转速变化所耗费的机械时间,达到缩小注塑周期的目的;
采用不对称磁场的方法设计电机,电机的转矩脉动小,可提高产品的加工精度,降低电机的噪音;速度可控范围广,从静止加速至额定转速采用恒转矩控制、基速以上采用恒功率控制,转速范围比异步电机有优势;
伺服电机在低速时,传动效率也保持很高,远远高于异步电机,拥有宽广的高效范围。
大变化:
自己的伺服电机生产基地
不同规格伺服电机:由于采用高响应伺服电机与内啮合齿轮泵动力系统,注塑机达到最大输出量仅需0.05s,相比传统液压注塑机响应速度明显加快,有效缩短周期,提高生产效率。

重复精度:
采用KEB伺服驱动器
响应速度快、控制精度高、结构紧凑、驱动器发热量极小.

"
节能: 相较液压注塑机,节能率可达到20-70%。
耐用: 机器设计充分考虑稳定性,精选高品质部件,保证机器最长使用寿命。
尖端: 源自Sigmateck(奥地利)的最新控制技术
模块化:可选择多个注射座,依据成型要求自主选择螺杆直径。
精密: 高速注射。
高效: 同步复合动作
迅速: 高响应伺服驱动系统。
注射部分
- 每种合模机构可以配备四种不同注射座。
- 备有多种直径螺杆以供选择。
- 注射与顶出动作由独立伺服驱动系统控制,配合闭环监控,轻松实现复合动作组合。
- 高响应伺服马达配合“X”型压力稳定平衡装置确保快速注射及射出压力精密反馈。
- 伺服电机驱动的对角导向平衡顶出机构精度为0.01毫米。
- 下料口温度闭环控制,为确保制品质量提供持续温度保障。
锁模部分
- 强力五点双肘结构确保高速锁模,保证低成本运作。
- 开关模动作由独立伺服驱动系统控制,配合闭环监控,轻松实现复合动作组合。
- 合模系统基于有限元结构分析设计,优化结构应力分布,提升结构刚性,有效降低模具形变以及延长合模机构寿命。
- 大容量宽模板设计大大扩展了客户模具的选择范围
- 自动调模功能,智能记忆模具信息与锁模力设定。
- 操作侧和非操作侧皆装置强制门锁,最高可承受1,000N的拉力。
压缩成型工艺
开合模动作配合射出工艺自由编程广泛应用于射出压缩成型工艺。工艺上属于低压成型范畴。有效解决塑料制品的内应力特性、减少成型形变、改善制品表面质量,而且有效的放大了设备的锁模力和注射力的参数要求,不仅降低设备投入成本,而且大大延长了设备的使用寿命。
高性能
性能卓越的射出加速响应,射出结构设计紧凑,有效降低了运动部件的惯性力,提高启动和制动的灵敏度,充分实现注射速度控制和保压控制的高响应优越性能。
低能耗
长飞亚天锐系列伺服驱动控制的输出功率依据系统的负载变化而变化,通过先进的直流母线伺服驱动技术把系统动态制动能量有效地转换成系统驱动能量,相较普通伺服系统节电率约为10%左右,大幅度降低了系统的电能耗和热能耗。根据不同的模具和不同的成型工艺,长飞亚天锐系列电动机较较统定量泵液压注塑机可达到50%-70%的节能率。
尖端控制技术
由Sigmateck( 奥地利)提供的尖端的控制系统,设计更为人性化,界面简洁明快,操作便捷。可谓注塑机与操作员完美的交流平台。
- 15英寸触摸式液晶显示屏
- 存储100组模具数据。
- 用于信息交换的USB接口 USB接口,方便信息管理
- 多种语言可供选择
- 公制及英制
- 周全考虑,为售后服务工程师预留独立页面。
|